
ପ୍ରିସିସନ୍ ଉତ୍ପାଦନରେ ଛାଞ୍ଚ ଫାଟ ଏକ ସାଧାରଣ ଚ୍ୟାଲେଞ୍ଜ। ଇଞ୍ଜେକ୍ସନ୍ ମୋଲ୍ଡିଂ ଠାରୁ ଡାଇ-କାଷ୍ଟିଂ ପର୍ଯ୍ୟନ୍ତ, ଛୋଟ ପୃଷ୍ଠ ଫାଟ ମଧ୍ୟ ଉତ୍ପାଦ ତ୍ରୁଟି, କାର୍ଯ୍ୟକ୍ଷମ ବିଳମ୍ବ ଏବଂ ବର୍ଦ୍ଧିତ ରକ୍ଷଣାବେକ୍ଷଣ ଖର୍ଚ୍ଚର କାରଣ ହୋଇପାରେ। TIG ୱେଲ୍ଡିଂ କିମ୍ବା ବ୍ରାଜିଂ ଭଳି ପାରମ୍ପରିକ ମରାମତି ପଦ୍ଧତିଗୁଡ଼ିକ ପ୍ରାୟତଃ ଅତ୍ୟଧିକ ଉତ୍ତାପ ପ୍ରଦାନ କରେ, ଯାହା ବିକୃତି, ଅବଶିଷ୍ଟ ଚାପ ଏବଂ ବର୍ଦ୍ଧିତ ଡାଉନଟାଇମ୍ ସୃଷ୍ଟି କରେ।ମୋଲ୍ଡ ଲେଜର ୱେଲ୍ଡିଂ ମେସିନ୍ଏକ ସମାଧାନ ପ୍ରଦାନ କରେ, ସଠିକ ମରାମତି ପ୍ରଦାନ କରେ ଯାହା ଏହାର ଜ୍ୟାମିତିକୁ କ୍ଷତି ନ ପହଞ୍ଚାଇ ଛାଞ୍ଚର ଅଖଣ୍ଡତାକୁ ପୁନଃସ୍ଥାପିତ କରେ।
ଏହି ଲେଖାଟି କିପରି ମୋଲ୍ଡ ଲେଜର ୱେଲ୍ଡିଂ ମେସିନଗୁଡ଼ିକ ବିକୃତି ନ କରି ଫାଟକୁ ମରାମତି କରନ୍ତି, ଏହି ପ୍ରଯୁକ୍ତିବିଦ୍ୟା ପାରମ୍ପରିକ ପଦ୍ଧତି ଅପେକ୍ଷା କାହିଁକି ଉତ୍କୃଷ୍ଟ, ଏବଂ ମରାମତି ସଠିକତା ସୁନିଶ୍ଚିତ କରୁଥିବା ବୈଷୟିକ ନୀତିଗୁଡ଼ିକ ବିଷୟରେ ଅନୁସନ୍ଧାନ କରେ।
ଚ୍ୟାଲେଞ୍ଜକୁ ବୁଝିବା: କାହିଁକି ଫାଟ ମରାମତି କରିବା କଷ୍ଟକର
H13, P20, NAK80, କିମ୍ବା S136 ପରି ଉପକରଣ ଷ୍ଟିଲ୍ ସମେତ ଛାଞ୍ଚ ସାମଗ୍ରୀଗୁଡ଼ିକୁ କଠିନତା ଏବଂ ପରିଧାନ ପ୍ରତିରୋଧ ପାଇଁ ଇଞ୍ଜିନିୟର କରାଯାଇଛି। ଯେତେବେଳେ ଏକ ଫାଟ ସୃଷ୍ଟି ହୁଏ, ଏହାର ମରାମତି ପାଇଁ ତିନୋଟି ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ କାରଣକୁ ସନ୍ତୁଳିତ କରିବା ଆବଶ୍ୟକ:
- ନିୟନ୍ତ୍ରିତ ଗରମ ଇନପୁଟ୍– ଅତ୍ୟଧିକ ଉତ୍ତାପ ଯୋଗୁଁ ଚାରିପାଖରେ ଥିବା ଧାତୁ ପ୍ରସାରିତ ଏବଂ ବିକୃତ ହୋଇପାରେ।
- ତାପ ପ୍ରଭାବିତ କ୍ଷେତ୍ର (HAZ)କୁ ସର୍ବନିମ୍ନ କରିବା– ବଡ଼ HAZଗୁଡ଼ିକ ନିକଟବର୍ତ୍ତୀ ଅଞ୍ଚଳଗୁଡ଼ିକୁ ନରମ କରିପାରେ ଏବଂ ସାଂରଚନିକ ଅସ୍ଥିରତା ଆଣିପାରେ।
- ସଠିକ ସହନଶୀଳତା ବଜାୟ ରଖିବା– ଅନେକ ଛାଞ୍ଚର ଆକାର ଜଟିଳ ଏବଂ ଆକାର ସଙ୍କୁଚିତ ହୋଇଥାଏ; ସାମାନ୍ୟ ବିକୃତି ମଧ୍ୟ ଅଂଶ ଗୁଣବତ୍ତା ଉପରେ ପ୍ରଭାବ ପକାଇପାରେ।
ପାରମ୍ପରିକ ୱେଲ୍ଡିଂ ପ୍ରାୟତଃ ଏହି ଆବଶ୍ୟକତାଗୁଡ଼ିକୁ ପୂରଣ କରିବାରେ ବିଫଳ ହୁଏ। ବିସ୍ତୃତ ତାପ ବଣ୍ଟନ, ଅଧିକ ଫିଲର ସାମଗ୍ରୀ ବ୍ୟବହାର ଏବଂ ଧୀର ଶୀତଳତା ବିକୃତି ଏବଂ ଚାପ ସାନ୍ଦ୍ରତା ଆଣିଥାଏ। ୱେଲ୍ଡିଂ ପରେ ମେସିନିଂ କିମ୍ବା ପଲିସ୍ କରିବା ଦ୍ୱାରା ପରିମାଣ ଆହୁରି ପରିବର୍ତ୍ତନ ହୋଇପାରେ, କେତେକ ସମୟରେ ଛାଞ୍ଚକୁ ବ୍ୟବହାର ଅଯୋଗ୍ୟ କରିଦିଏ।
ମୋଲ୍ଡ ଲେଜର ୱେଲ୍ଡିଂ ମେସିନଗୁଡ଼ିକ ଅତୁଳନୀୟ ସଠିକତାର ସହିତ ତାପ ଏବଂ ସାମଗ୍ରୀ ଜମାକୁ ନିୟନ୍ତ୍ରଣ କରି ଏହି ଚ୍ୟାଲେଞ୍ଜଗୁଡ଼ିକୁ ଅତିକ୍ରମ କରନ୍ତି।
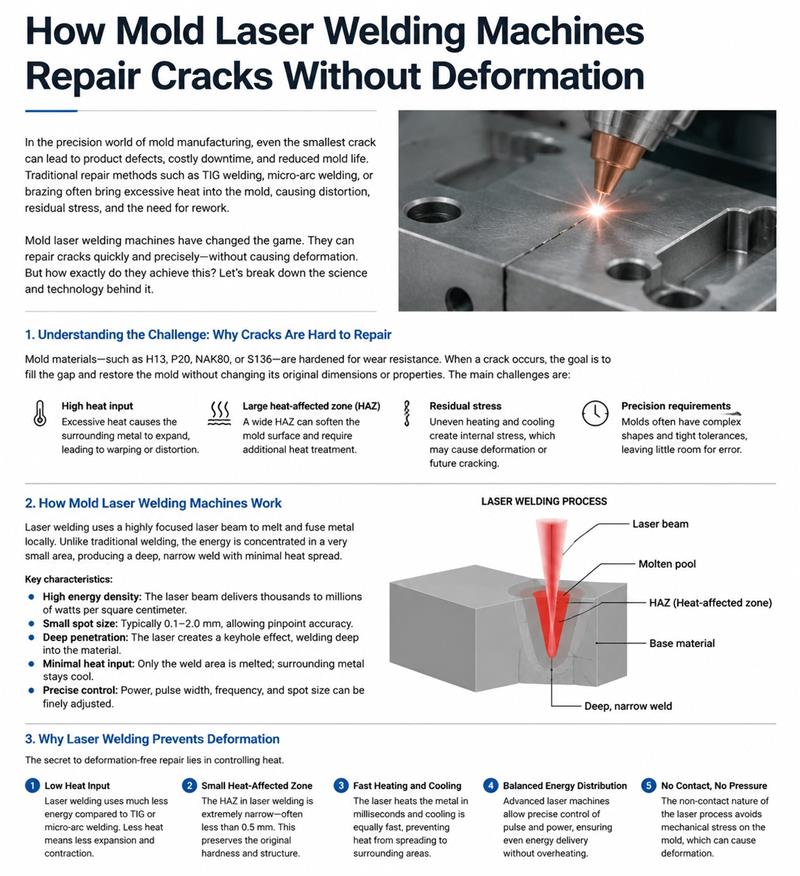
ସଠିକ୍ ମରାମତି ପାଇଁ କେନ୍ଦ୍ରିତ ଶକ୍ତି
ଲେଜର ୱେଲ୍ଡିଂ ବିକୃତିକୁ ରୋକିବାର ମୁଖ୍ୟ କାରଣ ହେଉଛିକେନ୍ଦ୍ରିତ ଶକ୍ତି ବିତରଣ। ଏକ ବିସ୍ତୃତ କ୍ଷେତ୍ର ଉପରେ ତାପ ବଣ୍ଟନ କରୁଥିବା ଆର୍କ ୱେଲ୍ଡିଂ ପରି, ଲେଜର ୱେଲ୍ଡିଂ ପ୍ରତି ବର୍ଗ ସେଣ୍ଟିମିଟରରେ ହଜାର ହଜାର ରୁ ନିୟୁତ ୱାଟ୍ ଏକ ଛୋଟ ସ୍ଥାନରେ କେନ୍ଦ୍ରିତ କରେ। ଏହି ସଂକୀର୍ଣ୍ଣ ବିମ୍:
- ଆଖପାଖ ଅଞ୍ଚଳକୁ ଅଧିକ ଗରମ ନକରି ଫାଟ ଭିତରକୁ ଗଭୀର ଭାବରେ ପ୍ରବେଶ କରେ।
- ଏକ ଗଭୀର, ସଂକୀର୍ଣ୍ଣ ୱେଲ୍ଡ ତିଆରି କରେ ଯାହା ଛାଞ୍ଚର ମୂଳ ଆକୃତି ବଜାୟ ରଖିବା ସହିତ ସାମଗ୍ରୀକୁ ସମ୍ପୂର୍ଣ୍ଣ ଭାବରେ ଫ୍ୟୁଜ୍ କରେ।
- କଠୋରତା ଏବଂ ପରିମାଣ ସ୍ଥିରତାକୁ ସଂରକ୍ଷଣ କରି, ଗରମ ପ୍ରଭାବିତ ଅଞ୍ଚଳକୁ ପ୍ରାୟତଃ 0.5 ମିମିରୁ କମ୍ ସୀମିତ କରେ।
ଶକ୍ତି ସାନ୍ଦ୍ରତାକୁ ନିୟନ୍ତ୍ରଣ କରି, ଲେଜର ୱେଲ୍ଡିଂ ଅପରେଟରମାନଙ୍କୁ କେବଳ କ୍ଷତିଗ୍ରସ୍ତ ଅଞ୍ଚଳକୁ ମରାମତି କରିବାକୁ ଅନୁମତି ଦିଏ, ଯାହା ଫାଟ ବାହାରକୁ ତାପଜ ପ୍ରସାରଣ କିମ୍ବା ସଂକୋଚନକୁ ବ୍ୟାପିବାରୁ ରୋକିଥାଏ।
ସ୍ତରଯୁକ୍ତ ଫିଲର ଜମା
ମୋଲ୍ଡ ଲେଜର ୱେଲ୍ଡିଂ ମେସିନଗୁଡ଼ିକ ସଠିକ ବ୍ୟବହାର କରନ୍ତି,ସ୍ତରଯୁକ୍ତ ଫିଲର ଜମାଫାଟକୁ ଅଧିକ ସାମଗ୍ରୀ ସହିତ ପୂର୍ଣ୍ଣ କରିବା ପରିବର୍ତ୍ତେ, ମେସିନ୍ ଧୀରେ ଧୀରେ ମରାମତିକୁ ନିର୍ମାଣ କରେ:
- ସ୍ତର ପରେ ସ୍ତର କମ୍ ପରିମାଣର ସୁସଙ୍ଗତ ଫିଲର ଧାତୁ ପ୍ରୟୋଗ କରାଯାଏ।
- ପ୍ରତ୍ୟେକ ସ୍ତରକୁ ଲେଜର ବିମ୍ ବ୍ୟବହାର କରି ତରଳାଯାଏ ଏବଂ ମିଶ୍ରିତ କରାଯାଏ, ଯାହା ଏକ ସମଜାତୀୟ ଗଠନ ସୃଷ୍ଟି କରେ।
- ଏହି ପ୍ରକ୍ରିୟାଟି ମୂଳ ଛାଞ୍ଚ ଜ୍ୟାମିତି ସହିତ ସମନ୍ୱୟ ବଜାୟ ରଖି ଫାଟ ସମ୍ପୂର୍ଣ୍ଣ ଭାବରେ ପୂରଣ ନହେବା ପର୍ଯ୍ୟନ୍ତ ଜାରି ରହେ।
ଏହି ନିୟନ୍ତ୍ରିତ ପଦ୍ଧତି ଅତ୍ୟଧିକ ପୂରଣକୁ ଏଡ଼ାଏ, ଗ୍ରାଇଣ୍ଡିଂ କିମ୍ବା ପଲିସ୍ କରିବାର ଆବଶ୍ୟକତାକୁ ହ୍ରାସ କରେ, ଏବଂ ମରାମତି କରାଯାଇଥିବା ଛାଞ୍ଚ ଏହାର ମୂଳ ସହନଶୀଳତାକୁ ବଜାୟ ରଖେ ବୋଲି ନିଶ୍ଚିତ କରେ।
ଦ୍ରୁତ ଗରମ ଏବଂ ଶୀତଳୀକରଣ
ବିକୃତିକୁ ରୋକିବାର ଆଉ ଏକ ପ୍ରମୁଖ କାରଣ ହେଉଛିଦ୍ରୁତ ଗରମ ଏବଂ ଶୀତଳୀକରଣ ଚକ୍ରଲେଜର ୱେଲ୍ଡିଂର। କେନ୍ଦ୍ରିତ ଲେଜର ଫାଟ ଅଞ୍ଚଳକୁ ମିଲିସେକେଣ୍ଡରେ ଗରମ କରେ, କେବଳ ଆବଶ୍ୟକ ସ୍ଥଳେ ଏକ ତରଳିଯାଇଥିବା ପୁଲ ସୃଷ୍ଟି କରେ। ପ୍ରାୟ ତୁରନ୍ତ, ସାମଗ୍ରୀଟି ଥଣ୍ଡା ହୋଇ କଠିନ ହୋଇଯାଏ, ତାପଜ ଚାପକୁ ନିକଟବର୍ତ୍ତୀ ଅଞ୍ଚଳକୁ ପ୍ରସାରିତ ହେବାରୁ ରୋକିଥାଏ।
ପାରମ୍ପରିକ ୱେଲ୍ଡିଂରେ, ଧୀର ଗରମ ଏବଂ ଶୀତଳୀକରଣ ହାର ପ୍ରାୟତଃ ଅସମାନ ସଂକୋଚନ ସୃଷ୍ଟି କରେ, ଚାପ ଏବଂ ବିକୃତି ଆଣିଥାଏ। ଲେଜର ୱେଲ୍ଡିଂ ଏହି ପ୍ରଭାବଗୁଡ଼ିକୁ କମ କରିଥାଏ, ଯାହା ଛାଞ୍ଚଗୁଡ଼ିକୁ ମରାମତି ପରେ ଗଠନମୂଳକ ଅଖଣ୍ଡତା ଏବଂ ସଠିକ ପୃଷ୍ଠ ଜ୍ୟାମିତି ବଜାୟ ରଖିବାକୁ ଅନୁମତି ଦିଏ।
ସଠିକତା ପାଇଁ ସ୍ୱୟଂଚାଳିତ ଏବଂ CNC ମାର୍ଗଦର୍ଶନ
ଆଧୁନିକ ଛାଞ୍ଚ ଲେଜର ୱେଲ୍ଡିଂ ମେସିନଗୁଡ଼ିକ ପ୍ରାୟତଃ ଏକୀକୃତ ହୋଇଥାଏCNC ମାର୍ଗଦର୍ଶନ, ରୋବୋଟିକ୍ ବାହୁ ଏବଂ ଦୃଷ୍ଟି ପ୍ରଣାଳୀ। ଏହା ଅନୁମତି ଦିଏ:
- ଡିଜିଟାଲ୍ ମୋଲ୍ଡ ସ୍କିମେଟିକ୍ସର ସଠିକ୍ ଅନୁସରଣ।
- ଜଟିଳ ଜ୍ୟାମିତିରେ ମଧ୍ୟ ସ୍ଥିର ୱେଲ୍ଡ ସ୍ଥାପନ।
- ସଂରଚନା ପରିବର୍ତ୍ତନ କରିପାରେ କିମ୍ବା ଅତ୍ୟଧିକ ଉତ୍ତାପ ଆଣିପାରେ ଏପରି ମାନବୀୟ ତ୍ରୁଟିକୁ ଏଡାଇବା।
ଜଟିଳ ବୈଶିଷ୍ଟ୍ୟ ଥିବା ଛାଞ୍ଚ ପାଇଁ, ସ୍ୱୟଂଚାଳିତତା ନିଶ୍ଚିତ କରେ ଯେ ମରାମତି ଆବଶ୍ୟକ ସ୍ଥାନରେ ଠିକ୍ ଭାବରେ ପ୍ରୟୋଗ କରାଯାଏ, ଛାଞ୍ଚର ମୂଳ କାର୍ଯ୍ୟକାରିତାକୁ ବଜାୟ ରଖେ ଏବଂ ବିକୃତିର ବିପଦକୁ ହ୍ରାସ କରେ।
କୌଣସି ସମ୍ପର୍କ ନାହିଁ, ସର୍ବନିମ୍ନ ଯାନ୍ତ୍ରିକ ଚାପ
ଲେଜର ୱେଲ୍ଡିଂ ହେଉଛି ଏକସମ୍ପର୍କହୀନ ପ୍ରକ୍ରିୟା, ଅର୍ଥାତ୍ ମରାମତି ସମୟରେ ଛାଞ୍ଚ ଉପରେ କୌଣସି ଯାନ୍ତ୍ରିକ ଚାପ ପ୍ରୟୋଗ କରାଯାଏ ନାହିଁ। ପାରମ୍ପରିକ ୱେଲ୍ଡିଂ ପଦ୍ଧତି, ବିଶେଷକରି ଯାନ୍ତ୍ରିକ କିମ୍ବା କ୍ଲାମ୍ପିଂ ପଦ୍ଧତି, ଅତିରିକ୍ତ ଚାପ ଆଣିପାରେ ଯାହା ଛାଞ୍ଚକୁ ବିକୃତ କରିଥାଏ। ଲେଜର ୱେଲ୍ଡିଂର ଅଣ-ସଂଯୋଗ ପ୍ରକୃତି ଏହି ବିପଦକୁ ଦୂର କରେ, ଛାଞ୍ଚର ଗଠନାତ୍ମକ ଅଖଣ୍ଡତାକୁ ସଂରକ୍ଷଣ କରେ ଏବଂ ନାଜୁକ କିମ୍ବା ଉଚ୍ଚ-ନିର୍ଦ୍ଦିଷ୍ଟତା କ୍ଷେତ୍ରରେ ମରାମତିକୁ ଅନୁମତି ଦିଏ।
ପ୍ରକ୍ରିୟାକରଣ ପରବର୍ତ୍ତୀ ସରଳୀକରଣ
ଲେଜର ୱେଲ୍ଡିଂ ସର୍ବନିମ୍ନ ବିକୃତି ସହିତ ମସୃଣ, ସମାନ ସ୍ତର ଉତ୍ପାଦନ କରୁଥିବାରୁ, ପରବର୍ତ୍ତୀ ପ୍ରକ୍ରିୟାକରଣ ପ୍ରାୟତଃ ସର୍ବନିମ୍ନ ହୋଇଥାଏ। ଏହା ଗ୍ରାଇଣ୍ଡିଂ, ପଲିସ୍ କରିବା କିମ୍ବା ଅତିରିକ୍ତ ମେସିନିଂର ଆବଶ୍ୟକତାକୁ ହ୍ରାସ କରେ, ଯାହା ଅନ୍ୟଥା ଛାଞ୍ଚର ପରିମାଣକୁ ପରିବର୍ତ୍ତନ କରିପାରେ କିମ୍ବା ପୃଷ୍ଠ ଅନିୟମିତତା ସୃଷ୍ଟି କରିପାରେ। ନିର୍ମାତାମାନେ ଦ୍ରୁତ ପରିବର୍ତ୍ତନ, ଉନ୍ନତ ଉତ୍ପାଦ ଗୁଣବତ୍ତା ଏବଂ ହ୍ରାସିତ ଶ୍ରମ ଖର୍ଚ୍ଚରୁ ଲାଭ ପାଆନ୍ତି।
ଉପସଂହାର
ମୋଲ୍ଡ ଲେଜର ୱେଲ୍ଡିଂ ମେସିନ୍ବିକୃତି ବିନା ଫାଟ ମରାମତି ପାଇଁ ଏକ ଉଚ୍ଚ-ସଠିକତା ସମାଧାନ ପ୍ରଦାନ କରେ। କେନ୍ଦ୍ରିତ ଶକ୍ତି, ନିୟନ୍ତ୍ରିତ ଫିଲର ଜମା, ଦ୍ରୁତ ଗରମ ଏବଂ ଶୀତଳୀକରଣ, CNC-ନିର୍ଦ୍ଦେଶିତ ସ୍ୱୟଂଚାଳିତତା ଏବଂ ଅଣ-ସମ୍ପର୍କ ପ୍ରକ୍ରିୟାକରଣକୁ ମିଶ୍ରଣ କରି, ଏହି ମେସିନଗୁଡ଼ିକ ସମ୍ପୂର୍ଣ୍ଣ କାର୍ଯ୍ୟକାରିତା ପୁନଃସ୍ଥାପିତ କରିବା ସହିତ ଛାଞ୍ଚର ଜ୍ୟାମିତି ଏବଂ ଅଖଣ୍ଡତାକୁ ସଂରକ୍ଷଣ କରନ୍ତି।
ଉଚ୍ଚ-ସଠିକତା ଛାଞ୍ଚ ସହିତ କାର୍ଯ୍ୟ କରୁଥିବା ନିର୍ମାତାମାନଙ୍କ ପାଇଁ, ଲେଜର ୱେଲ୍ଡିଂ କେବଳ ଡାଉନଟାଇମ୍ ଏବଂ ମରାମତି ଖର୍ଚ୍ଚ ହ୍ରାସ କରେ ନାହିଁ ବରଂ ଛାଞ୍ଚର ଜୀବନକୁ ବୃଦ୍ଧି କରେ ଏବଂ ସ୍ଥିର ଉତ୍ପାଦନ ଗୁଣବତ୍ତା ସୁନିଶ୍ଚିତ କରେ। ଏହି ପ୍ରଯୁକ୍ତିବିଦ୍ୟା ଗ୍ରହଣ କରିବା ଦ୍ଵାରା ଦୋକାନଗୁଡ଼ିକ କଡ଼ା ସହନଶୀଳତା ବଜାୟ ରଖିପାରିବେ, ସାମଗ୍ରୀ ଅପଚୟକୁ କମ କରିପାରିବେ ଏବଂ ସାମଗ୍ରିକ ଦକ୍ଷତାକୁ ଉନ୍ନତ କରିପାରିବେ - ପାରମ୍ପରିକ ୱେଲ୍ଡିଂ ପଦ୍ଧତି ତୁଳନାରେ ଏକ ସ୍ପଷ୍ଟ ଲାଭ।
ଆଜିର ପ୍ରତିଯୋଗିତାମୂଳକ ଉତ୍ପାଦନ ପରିବେଶରେ, ଛାଞ୍ଚଗୁଡ଼ିକୁ ଶୀଘ୍ର, ସଠିକ୍ ଭାବରେ ଏବଂ ବିନା ବିକୃତିରେ ମରାମତି କରିବାର କ୍ଷମତା ଉତ୍ପାଦନ ଲକ୍ଷ୍ୟ ପୂରଣ କରିବା ଏବଂ ମହଙ୍ଗା ବିଳମ୍ବର ସମ୍ମୁଖୀନ ହେବା ମଧ୍ୟରେ ପାର୍ଥକ୍ୟ ହୋଇପାରେ। ଛାଞ୍ଚ ଲେଜର ୱେଲ୍ଡିଂ ମେସିନଗୁଡ଼ିକ ଏହି କ୍ଷମତା ପ୍ରଦାନ କରନ୍ତି, ଯାହା ସେମାନଙ୍କୁ ଆଧୁନିକ ଛାଞ୍ଚ ରକ୍ଷଣାବେକ୍ଷଣ ପାଇଁ ଅପରିହାର୍ଯ୍ୟ ଉପକରଣ କରିଥାଏ।
ପୋଷ୍ଟ ସମୟ: ମଇ-୦୬-୨୦୨୬
